One-Stop Mold Service for Startups: From Design Support to Final Testing
Jason Chen
Jason, Senior Engineering Manager in Kemal Precision Manufacturing. Jason has over 20 years of hands-on experience in mold design, injection molding, and tooling engineering, supporting projects from prototype tooling to mass production across automotive, medical, and industrial applications.
Startups entering hardware development often operate under tight capital constraints and compressed timelines. High tooling costs, extended lead times, and design uncertainty can quickly amplify development risk, particularly when validation cycles are slow or fragmented.
A one-stop mold service addresses these pressures by integrating design optimization, tooling fabrication, and testing within a single coordinated process. Through structured DFM review and low-volume validation options, startups can reduce unnecessary rework, maintain iteration flexibility, and manage cost exposure before scaling.
By aligning prototype development and production planning within the same execution framework, a comprehensive service model enables end-to-end control over mold quality, resource allocation, and timeline efficiency.
What Is a One-Stop Mold Tooling Service?
If you have ever tried to move a part from CAD approval to first shots using separate design firms, tool shops, and molding suppliers, you know how quickly intent can drift. The engineer who reviewed your draft angle is not the same person cutting steel, and the team running production may never see the assumptions made during early DFM.
A one-stop mold service restructures that flow.
One integrated provider carries responsibility from design analysis and prototyping through mold fabrication, molding, assembly, testing, and final delivery. Instead of transferring drawings across contracts, the same organization manages how decisions move from CAD data to hardened steel and then to finished parts. The shift is not about offering “more services,” but about removing the interpretive gaps that appear when responsibility is fragmented.
Key Components of a One-Stop Mold Service
In practice, this model depends on internal capability rather than vendor coordination. When your part shows sink marks during T0 sampling, the CAD engineer who conducted the DFM review can immediately compare gate location assumptions with actual molding parameters. That is only possible when CAD design, DFM review, rapid tooling, injection molding, quality inspection, and logistics operate inside one management system.
For example:
In-house CAD and DFM ensure wall thickness, draft, gating, and venting decisions are evaluated by the same team that will later build the tool.
Rapid tooling capability allows structural validation before committing to hardened steel, reducing the cost of late geometry changes.
Integrated molding and quality inspection keep process windows, dimensional data, and corrective actions within a short feedback loop.
Coordinated logistics prevent validated parts from sitting idle while market testing timelines tighten.
The core distinction is operational continuity. Design assumptions are not handed off to external teams for reinterpretation; they are tested and refined within the same execution environment.
Types of Molds Supported in a One-Stop Mold Service
Your tooling needs will change as your product matures. Early in development, geometry may still evolve, and volumes are uncertain. Aluminum or soft steel prototype molds support short runs and functional validation without overcommitting capital.
Once demand stabilizes and the design is frozen, hardened steel production molds are engineered for durability, higher cavity counts, and cycle-time efficiency. Scaling further may involve:
Multi-cavity molds to reduce per-unit cost at volume.
Insert or overmolding configurations when combining materials in a single cycle.
Hot or cold runner systems depending on scrap tolerance and cycle requirements.
Specialized processes such as LSR or two-shot molding, where sequencing and temperature control become critical.
What matters is that these transitions occur within the same engineering logic. You are not rebuilding supplier relationships each time the tooling strategy shifts from validation to mass production.
Why One-Stop Mold Services Matter for Startups
For startups, the immediate concern is rarely mold sophistication; it is exposure. You may need parts for investor demos or pilot customers before volume forecasts are stable. A one-stop structure allows you to begin with single-piece or low-volume runs, limiting early capital lock-in.
Fast quotation cycles also influence iteration speed. When cost modeling and engineering review happen inside the same organization, you receive feasibility feedback quickly enough to support weekly design adjustments rather than month-long pauses.
Hybrid execution models—such as validating domestically for speed and scaling offshore for cost efficiency—can be coordinated within one provider. The practical advantage is not geography alone, but continuity. As you transition from prototype to production, technical knowledge remains inside the same system, reducing misalignment during scale-up.
In this context, a one-stop mold service becomes less about convenience and more about managing how engineering decisions travel from concept validation to stable production.
Key Benefits of One-Stop Injection Molding Services for Startups
If you’re building a hardware product, the pressure usually shows up in the same place: you need proof fast, but every tooling decision locks up cash and time. A one-stop mold service doesn’t just “make parts.” It changes how quickly you can validate, how safely you can spend, and how much risk you carry into your first customer shipments. Below are the core benefits—mapped to the decisions you’re already making.
Cost Efficiency: Control Spend Before You Lock Into Steel
A common startup trap is spending production-level money before the design is stable. With an integrated provider, you can stage the spend: validate with lower-cost prototype tooling first, then upgrade only when the product is proven.
What this looks like in practice:
Prototype tools in the ~$1k–$5k range can cover early fit/function validation without committing to hardened steel.
Simulation-informed DFM (e.g., mold flow) reduces avoidable waste by catching gating, venting, and wall-thickness risks before steel is cut.
Staged investment means you’re paying for learning first (rapid tooling + first shots), not paying for permanence before the market confirms demand.
Example: if your enclosure has thick ribs and you’re seeing sink or warp in early sampling, it’s far cheaper to adjust geometry in a prototype tool phase than to weld and re-cut hardened inserts later.
Speed to Market: Shorten the Iteration Loop, Not Just the Calendar
Some startups usually lose because iteration takes too long. When design review, tooling, and molding sit in one system, the feedback loop compresses.
Where speed actually comes from:
Prototype lead times can drop to ~5–10 days when CAD/DFM, tooling, and sampling scheduling are coordinated internally.
24/7 operations and automation matter because iteration isn’t one step—it’s repeated sampling, measurement, adjustment, and re-sampling.
The real acceleration is fewer handoffs: fewer waiting periods between “design decision” and “physical result.”
Example: if a snap-fit fails drop testing, a one-stop team can revise the feature, update the tool plan, and re-sample under one schedule—rather than re-negotiating timelines across multiple vendors.
Risk Reduction: Catch Failure Modes Early, Before They Become Tool Rework
Risk in tooling isn’t theoretical—it becomes weld repair, scrap, and schedule compression. A one-stop model reduces risk by moving validation forward and keeping corrective action close to the work.
Three risk controls that matter most:
Early DFM identifies high-probability failure points (draft, undercuts, parting line traps, venting, ejection, warpage drivers).
Functional testing before scale validates that parts survive real assembly and use conditions before you invest in long-life production tooling.
IP control improves when NDAs and in-house execution reduce how many external parties touch your CAD and tooling details.
Example: if you discover late that a sealing surface needs tighter flatness, an early DFM + validation loop prevents you from finding out only after the production tool is already built.
Flexibility and Scalability: Prove Demand in Small Batches, Then Scale Without Resetting
You don’t need 100,000 parts on day one. You need enough parts to test demand, support pilots, and learn what breaks. A one-stop setup supports low-volume output without forcing you into a production-only path.
What flexibility looks like:
Small batches (roughly 10–10,000 parts) enable market testing and early customer shipments without overcommitting inventory.
A continuous path from prototype to production reduces the “restart cost” that happens when you switch suppliers at scale-up.
Process learnings (shrink, warpage behavior, gating strategy, ejection patterns) carry forward instead of being re-learned.
Example: if your pilot customers require a design tweak after field feedback, you can adjust before ramp—without tearing up the entire supplier setup.
Quality Assurance: Make Quality Measurable, Not Assumed
For many startups, especially medical, electronics, and regulated products, quality isn’t a slogan. It’s evidence. A one-stop mold service can be valuable if it provides consistent inspection capability and documented control.
What to look for:
ISO systems (e.g., ISO 9001, ISO 13485, IATF 16949) as indicators of documented procedures and traceability discipline.
CMM inspection and dimensional reporting to verify tolerances in a realistic range (often ±0.005–0.1 mm, depending on geometry and process).
Compliance readiness when your parts must meet industry expectations for documentation, inspection, and process control.
Example: if your PCB housing needs consistent alignment features, CMM-based verification helps you confirm repeatability before you promise production yields to customers.
These benefits map to one reality: you’re trying to buy learning quickly, while keeping irreversible spend and schedule risk under control.
One-Stop Mold Service Process: From Design Support to Final Testing
When you move from concept to production, the biggest uncertainty is whether each stage will expose issues too late. A structured, end-to-end process reduces that uncertainty by aligning design, tooling, production, and validation under one execution path. Below is how that process typically unfolds in a one-stop mold service model.
Step 1: Design Support and Concept Development
At the beginning, you may only have sketches, rough CAD files, or a concept model. The first step is not cutting steel—it’s testing feasibility.
Initial Consultation and DFM Review
You submit your CAD files or concept drawings and receive structured DFM feedback within 24 hours. This early review focuses on:
Draft angles and undercuts
Wall thickness consistency
Gate location and venting strategy
Parting line feasibility
For example, if your enclosure includes deep ribs for structural strength, DFM analysis may flag potential sink marks or warpage before tooling begins. Catching this at the design stage prevents expensive mold rework later.
Optimization and Engineering Alignment
Material selection and structural decisions are validated alongside manufacturing constraints. Plastics, rubbers, or even metal inserts are evaluated not only for performance but for moldability and cycle time.
3D modeling tools such as SolidWorks or UG NX are used to refine geometry, while mold flow simulations predict filling imbalance, air traps, or cooling inefficiencies. The goal is not aesthetic perfection alone, but manufacturable geometry.
Industrial Design and Structural Engineering
For consumer-facing products, CMF (color, material, finish) considerations are integrated with structural engineering. A glossy finish may require tighter surface preparation; a thin cosmetic wall may need internal reinforcement to avoid deformation.
At this stage, design intent and manufacturing logic begin to align.
Step 2: Prototyping and Iteration
Before committing to production tooling, you need physical validation.
Rapid Prototyping for Early Feedback
3D printing or CNC machining can create master patterns quickly. For functional testing, vacuum casting or soft tooling supports 10–100 parts within 5–7 days.
This allows you to test:
Assembly fit
Ergonomics
Mechanical strength
Snap features or sealing performance
If a latch fails during drop testing, adjustments can be made before hardened steel tooling is considered.
Bridge Tooling for Pilot Runs
Aluminum molds are often used for low-volume production in the 50–10,000 part range. This stage simulates real injection molding conditions while maintaining flexibility. It helps validate process windows, material behavior, and supply rhythm without full-scale investment.
Step 3: Mold Fabrication
Once the design stabilizes, mold fabrication begins.
Precision Mold Design
2D and 3D drawings are finalized, CNC programs are prepared, and EDM is used for intricate features. Tolerances can reach ±0.01 mm depending on geometry and tooling configuration.
This precision mold design matters when components must align with PCBs, mechanical inserts, or sealing surfaces.
In-House Manufacturing Capability
CNC machining centers and EDM machines operate under the same quality system as design and molding teams. Single-cavity or multi-cavity molds are built according to projected volume and cycle requirements. Hot runner systems may be introduced to reduce material waste and improve efficiency.
Typical mold completion timelines range from 1–2 weeks for standard builds, with expedited options when project schedules demand acceleration.
Step 4: Injection Molding and Production Scaling
Tooling alone does not guarantee production stability. The molding environment determines consistency.
Injection Molding Execution
Machines ranging from 50T to 1000T support plastics, LSR, and overmolding configurations. Initial runs may focus on low-volume production (100–10,000 units) for pilot distribution. Once demand stabilizes, scaling to mass production becomes a controlled extension rather than a structural reset.
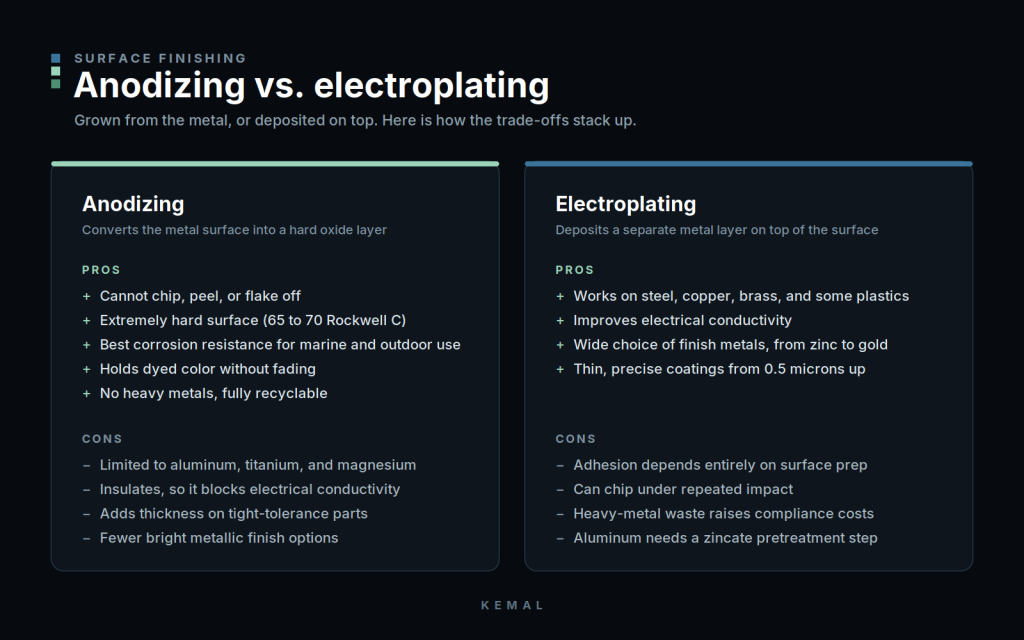
Assembly and Finishing
Post-processing steps such as painting, plating, or silk-screening are coordinated with molding output. Integrated assembly ensures subcomponents and finished products meet functional and cosmetic requirements before shipment.
Scaling Strategy
JIT delivery reduces inventory exposure. Hybrid production models—prototyping domestically for speed, shifting larger volumes offshore for cost efficiency—can be managed within the same provider framework to preserve process knowledge.
Step 5: Final Testing and Quality Control
Before parts reach your customers, verification must be measurable.
Inspection and Dimensional Control
CMM inspections verify dimensional tolerances. Visual and functional tests identify defects such as warping, bubbles, or flash. First-article inspection (FAI) and PPAP documentation formalize production readiness.
Validation and Compliance
Thermal, stress, and performance testing confirm durability under expected operating conditions. For regulated industries, ISO certifications (e.g., 9001, 13485, IATF 16949) and FDA-related compliance processes ensure documentation meets audit standards.
Reporting and Traceability
Detailed inspection reports, capability studies, and batch traceability records support regulatory requirements and customer assurance.
Across these five stages, the value of a one-stop mold service lies not only in process completeness, but in continuity. Each step builds on validated data from the previous stage, reducing late-stage surprises and aligning your product’s path from concept to market-ready production.
Best Practices for Startups Using a One-Stop Mold Service
When you’re building a hardware product, the biggest risk is not technical complexity—it’s timing and capital exposure. A one-stop mold service can shorten feedback loops, but only if you engage it strategically. The following best practices focus on where startups most often lose control: cost, iteration speed, supplier risk, and scale transition.
1. Start Early: Use DFM at the Concept Stage to Reduce Tooling Rework
Many teams wait until CAD is “finished” before contacting a mold supplier. By then, wall thickness, undercuts, or unrealistic tolerances may already be embedded in the design.
Engaging a one-stop provider at concept stage allows DFM review before steel decisions are made. Early draft optimization, gating strategy, and structural simplification can reduce downstream tooling corrections—often cutting avoidable tooling cost by 25–35% compared to late-stage revisions.
For example, adjusting rib thickness from 100% to 60% of nominal wall thickness early prevents sink and weld repair later. The savings don’t come from cheaper molds—they come from fewer redesign cycles.
2. Optimize Designs for Manufacturability, Not Just Function
A design that works in CAD may not run consistently in injection molding. Uniform wall thickness, proper draft angles, and reduced geometric complexity directly affect cycle time and part stability.
Key structural considerations include:
Maintaining consistent wall sections to reduce warpage
Adding fillets to relieve stress concentration
Using ribs for stiffness instead of thick walls
Avoiding unnecessary undercuts that complicate tooling
If complexity is not controlled, you may end up with longer cooling times, balancing issues in multi-cavity molds, and higher scrap rates. Optimization is not about simplifying innovation—it’s about stabilizing production physics.
3. Validate Material Selection Through Prototyping
Material decisions affect both performance and mold design. Hardness, heat resistance, impact strength, and shrink rate must be tested under realistic conditions.
Before committing to full production tooling:
Prototype parts should be tested for thermal exposure, drop resistance, and assembly stress.
Compare cost-performance trade-offs between engineering-grade and commodity resins.
Evaluate how material shrinkage impacts dimensional tolerances.
Choosing a lower-cost resin without testing may save on raw material but increase defect rates or reduce part lifespan. Balanced selection reduces long-term production instability.
4. Supplier Vetting: Choosing the Right Mold Tooling Company
A one-stop service only works if the provider actually operates as an integrated system.
When evaluating suppliers, consider:
ISO certifications (e.g., 9001, 13485, IATF 16949)
In-house CAD, tooling, molding, and inspection capabilities
Transparent cost breakdowns
Startup-friendly programs (flexible MOQs, pilot runs, staged tooling)
If tooling is outsourced and molding is subcontracted, feedback loops slow and accountability blurs. Integration should be operational, not just marketing language.
5. Structure Risk Management Intentionally
Even within a one-stop model, risk must be managed deliberately.
Practical strategies include:
Staged disclosure of IP under NDAs during early evaluation
Diversifying secondary suppliers for critical components
Designing modular molds so inserts can be replaced without rebuilding the full tool
For example, using interchangeable inserts for features likely to change allows iteration without scrapping the base mold. That decision alone can preserve weeks of schedule.
6. Control Cost Through Strategic Decisions, Not Only Negotiation
Tooling cost is influenced by design, cavity strategy, material choice, and trade structure.
Cost control levers include:
Starting with single-cavity molds to validate demand
Leveraging recycled or alternative materials where performance allows
Negotiation helps, but structural decisions—like avoiding unnecessary multi-cavity complexity too early—often have greater impact on total project spend.
7. Plan for Scalability from Day One
Validation is not the finish line. It’s the bridge to scale.
Before transitioning to higher volumes:
Use pilot runs to confirm process stability
Monitor first-pass yield (targeting 90%+ in stable conditions)
Review cycle time, scrap rate, and cavity balance
Scaling without validated metrics can amplify small process deviations into large-volume losses. A structured transition plan allows you to upgrade tooling or add cavities without resetting the supplier relationship.
A one-stop mold service does not automatically reduce risk. It provides the structure. The advantage comes from how early you engage, how deliberately you design for manufacturability, and how strategically you plan cost and scale transitions.
Common Injection Molding Pitfalls Startups Must Avoid
When you’re pushing toward launch, most mistakes come from small technical decisions that quietly amplify cost and delay. In a one-stop mold service model, you have structural advantages. But those advantages only work if you avoid the following high-impact pitfalls.
1. Overly Tight Tolerances in Injection Molding Design
It’s common to default to extremely tight tolerances—±0.01 mm—because it feels safer. In reality, that level of precision dramatically increases machining time, mold complexity, and inspection burden.
For many plastic parts, functional tolerances closer to ±0.05–0.1 mm are sufficient outside of critical interfaces. Over-constraining non-critical surfaces forces:
Additional EDM passes
Slower machining feeds
Extended mold qualification cycles
The result is higher tooling cost and longer lead time. In some cases, relaxing non-critical tolerances can reduce mold build cost by 25–35% without affecting product performance. The key is distinguishing structural or sealing interfaces from cosmetic or non-functional surfaces.
2. Ignoring DFM Before Cutting Steel
Skipping structured Design for Manufacturability (DFM) review is one of the most expensive mistakes in mold development.
If draft angles are insufficient or wall thickness varies excessively, those problems will not disappear in production—they will surface as:
Warpage
Sink marks
Short shots
Ejection damage
Once steel is cut, correcting these issues often means welding and re-machining inserts. Including mold flow simulation and early DFM analysis shifts defect discovery forward, when geometry changes are still inexpensive.
In a one-stop mold tooling, the DFM stage is not a formality. It is where production risk is either reduced, or embedded into the tool.
3. Single-Sourcing Without Supply Chain Contingency
Relying on a single supplier for tooling and production may feel efficient, but it creates fragility. Machine downtime, material shortages, or export delays can halt your entire program.
A balanced strategy includes:
Backup material sourcing
Secondary molding capacity where feasible
Local options for critical prototype runs
Even within a one-stop framework, resilience planning matters. A short disruption during pilot production can cascade into missed investor milestones or delayed customer shipments.
4. Skipping Functional Prototyping Before Production Tooling
Moving directly from CAD to hardened steel often seems like a time saver. In practice, it compresses validation into the most expensive phase.
Without prototype testing, issues such as:
Snap-fit fatigue
Assembly interference
Heat distortion
Ergonomic misalignment
may only surface after production tooling is complete.
Rapid prototyping or soft tooling allows you to test form, fit, and function under real conditions. That validation step is often the difference between refining geometry in days versus rebuilding tooling over weeks.
5. Poor Material Selection for Injection Molding Applications
Material choice is not just a cost decision—it influences shrink rate, thermal stability, impact resistance, and mold design parameters.
Selecting a resin based solely on price can result in:
Excessive warpage
Dimensional instability
Cracking under load
Surface defects during molding
Prototype sampling and material testing, especially for heat exposure or mechanical stress, reveal whether the chosen polymer aligns with real-world use conditions. Balancing cost with performance early prevents production instability later.
6. Neglecting Intellectual Property Protection in Mold Projects
Your CAD files, mold design, and tooling strategy represent intellectual property. Sharing full design data without staged disclosure increases exposure risk.
Practical IP protection measures include:
Signed NDAs before design transfer
Clear tooling ownership agreements
Controlled access to production data
When tooling ownership is not clearly defined, transferring molds or changing suppliers later becomes legally and operationally complicated. Protecting IP is not just about confidentiality—it preserves strategic flexibility.
Avoiding these pitfalls requires structured decision-making at each stage—tolerance setting, DFM review, supplier strategy, prototyping, material validation, and IP control. In injection molding, small technical assumptions compound quickly. Managing them early is what separates a controlled launch from a reactive one.
One-Stop Mold Service Case Studies and Real-World Examples
The following real-world scenarios illustrate how one-stop mold services function under real commercial pressure—and where the leverage actually appears.
Medical Device Startup: From Silicone Prototypes to Injection Production Without Rework
A medical startup developing silicone sealing components initially struggled with material uncertainty. Shore hardness needed to balance flexibility with sealing integrity, and color variation was required for different product SKUs.
Instead of committing directly to injection tooling, the team used compression molding to iterate hardness and pigmentation quickly. Multiple variants were tested for:
Compression set performance
Chemical resistance
Fit against mating housings
Once performance targets stabilized, the design transitioned into injection molding for scaled production. Because material behavior had already been validated, tooling adjustments were minimal. The result was an estimated 80% reduction in redesign cycles compared to a direct-to-production approach.
The insight: early-stage material iteration prevents downstream tooling volatility, especially in regulated applications.
Consumer Electronics Firm: DFM-Driven Phone Stand Development
A consumer electronics company designing a foldable phone stand initially focused on aesthetics and compact form. Early DFM review identified uneven wall thickness and potential weld line weaknesses at hinge points.
Rather than proceeding directly to hardened tooling, the team:
Refined draft angles and rib geometry
Prototyped via vacuum casting for 10–100 functional units
Tested hinge durability and load resistance
Only after functional validation did they transition to multi-cavity injection molds for production scaling. Because geometry had been stabilized during prototype testing, cavity balancing was predictable, and time-to-market was reduced by roughly 50%.
The insight: front-loading DFM and prototype validation shortens scale transition rather than delaying it.
Automotive Prototype: CNC to Injection Integration
An automotive development team required aluminum heat sinks with strict dimensional tolerances for thermal testing. CNC machining was used initially to validate thermal performance and tolerance alignment with adjacent assemblies.
After dimensional targets were confirmed, the design was adapted for injection-molded housings integrated with the heat sink assembly. Early tolerance validation avoided downstream assembly misalignment and retooling.
Cost savings did not come from cheaper molds alone—they came from avoiding tolerance-driven rework once production volumes increased.
The insight: validate functional tolerances before committing to volume tooling.
Hardware Startup: Hybrid Model to Secure Funding
A hardware startup began with concept sketches for a smart device enclosure. Capital was limited, and investor confidence depended on working prototypes.
The team used a hybrid model:
Domestic low-volume validation for rapid sampling
Functional pilot assemblies for live demonstrations
Offshore production planning prepared in parallel for cost efficiency
Because the same one-stop provider coordinated both validation and scale planning, process knowledge carried forward without disruption. Functional prototypes enabled successful funding rounds before mass production began.
The insight: speed to proof-of-function often matters more than immediate scale.
Across industries—medical, electronics, automotive, and hardware—the pattern is consistent. When design validation, tooling strategy, and production scaling are aligned early, iteration becomes controlled rather than reactive. The advantage of a one-stop mold service is the reduction of surprise during transition from concept to market-ready production.
Additional Resources and Tools for One-Stop Mold Development
Even if you choose a one-stop mold service, you still need visibility. You may want to review simulations yourself, understand what certifications actually mean, or compare providers before sending your CAD files. The resources below help you evaluate technical capability.
Design and Simulation Software Used in Injection Mold Development
When a supplier says they provide DFM or mold flow analysis, the question is: using what tools?
Common engineering platforms include:
SolidWorks – widely used for 3D part modeling and assembly validation.
AutoCAD – often used for 2D technical drawings and tooling layouts.
Autodesk Moldflow – simulation software to predict filling patterns, air traps, weld lines, shrinkage, and cooling behavior before steel is cut.
If your design includes complex ribs, snap-fits, or variable wall thickness, mold flow simulation can identify potential defects early. Understanding which software is used gives you a clearer picture of how seriously feasibility analysis is performed.
Quality Certifications in Mold Manufacturing and Injection Molding
Certifications are not marketing badges; they signal process discipline.
Common standards you may encounter:
ISO 9001 – general quality management systems.
ISO 13485 – quality requirements for medical device manufacturing.
IATF 16949 – automotive industry quality standard.
If you’re building a medical enclosure or automotive component, certification alignment matters. It affects documentation traceability, inspection protocols, and audit readiness. Asking for certification scope and audit validity dates is often more useful than simply seeing a logo on a website.
Examples of One-Stop Mold Service Providers
Different providers operate under different models. Understanding their strengths helps you compare options realistically.
Elimold – positioned as a China-based one-stop mold and manufacturing provider.
Protolabs – known for rapid quoting and fast-turn prototype tooling.
KingStar – focuses on DFM-driven development for startups.
The distinction is not just geography. Some platforms emphasize speed and automation, while others emphasize integrated in-house control. Reviewing how each handles DFM, tooling ownership, and production scaling will clarify whether their structure matches your project needs.
Practical Next Steps: Moving from Research to Action
If you’re evaluating a one-stop mold service, practical movement matters more than extended comparison.
Typical first steps include:
Uploading CAD files for a feasibility review and initial quote
Requesting structured DFM feedback before committing to tooling
Starting with prototype or soft tooling to validate geometry and material behavior
You don’t need full production certainty to begin. Early feedback, especially around draft, gating, wall thickness, and material choice, often reveals whether your design is production-ready or requires refinement.
This stage is less about commitment and more about information gathering. The right questions at this point prevent avoidable redesign later.
Conclusion
For startups, mold tooling and injection molding are not isolated manufacturing steps. They form an engineering chain that runs through design decisions, validation pathways, and production ramp-up. The value of a one-stop mold service lies in managing these critical stages within a single system, allowing manufacturing boundaries, process assumptions, and quality standards to be continuously inherited rather than repeatedly overturned at different phases.
When DFM, prototype validation, low-volume pilot runs, and tooling manufacturing operate as a closed loop, uncertainty in the development process is moved forward and gradually reduced. The result is a more reliable transition from concept to repeatable mass production, achieved with lower rework risk and more predictable cost. For startups working under constrained resources, this pathway represents a practical approach to turning engineering concepts into scalable products.
Upload your files to get an instant quote and DFM feedback.
For your 3D model, we accept these file formats: STL (.stl), STEP (.stp), IGES (.igs), or Compressed folders (.ZIP). The maximum supported file size is 10MB. For large or multiple files please place into one folder and compress into a ZIP or RAR file.
*We respect your confidentiality and all information are protected.
If your submission fails, please email km@kemalmfg.com.