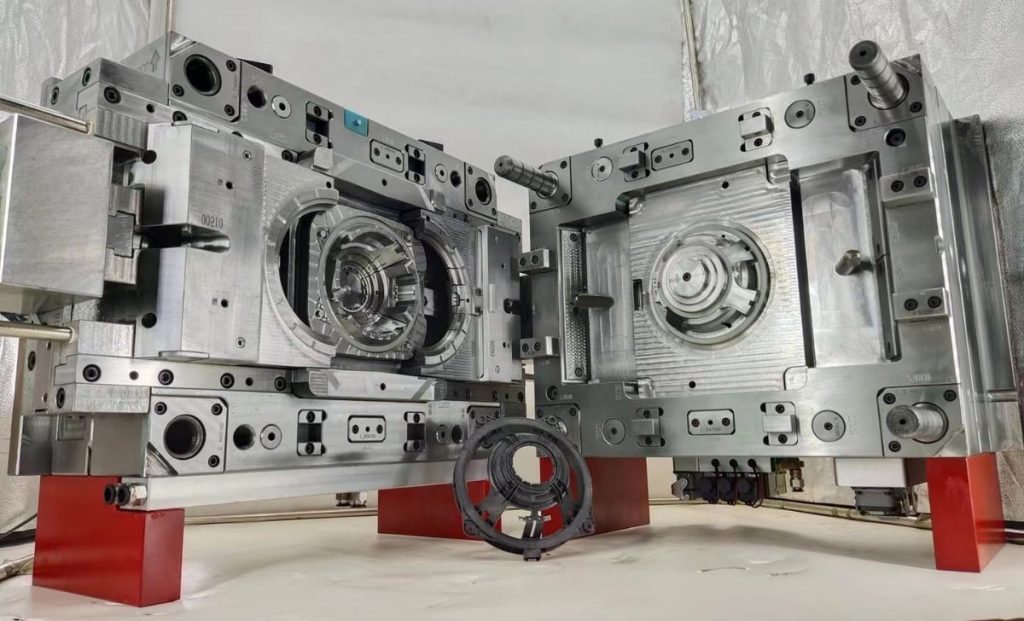
Plastic Injection Mold Making
As an injection mold manufacturer in China, Kemal delivers custom injection molds with high presion for your plastic parts manufacturing. Partner with us to get a free mold-making quote and expert design feedback to optimize your project.
- 20+ Years of Mold Design & Making Experience
- Over 80 sets of mold manufacturing equipment
- 550+ Molds Produced Annually
- ISO 9001, ISO 14001, and ISO 13485 Certified
- All uploads are secure and confidential
Our Custom Mold Making Capabilities
We specialize in creating high-performance injection molds for plastic components, from single-cavity to multi-cavity designs.
- In-house mold design and engineering support
- One-stop mold making & injection molding services
- Cost-effective production in China

Mold Design
Our design team uses advanced CAD modeling and simulation technologies to predict and identify potential design issues before production. Through our mold design optimization solutions, we help you enhance production efficiency and ensure consistent product quality with every injection molding cycle.
Mold Making
We have been specializing in mold manufacturing for over 20 years, with advanced equipment, technology, and a team of experienced professionals to provide you with high-precision injection molds. Our mold accuracy can reach up to 0.003mm.
- 50+ metals
- 40+ High precision Machines
- Hundreds of textures
- Tolerance: 0.003 mm
Mold Trial & Injection Molding
Our designing and manufacturing experts manufacture top-notch economical custom plastic parts using advanced equipment.
- NO MOQ
- Quick turnaround of 5 business days
- ISO: 9001 and ISO 5 clean room injection molding certified
- Tolerance: minimum 0.02mm

Quality Control
Our commitment to excellence ensures the implementation of quality control across every production stage. We provide in-house and on-site quality control (QC) procedures to ensure the quality of your custom parts.
- 3D Measuring Instrument, 4x CMM Machines
- ISO 9001, ISO 14001, and ISO 13485 Certified
Learn How We Manufacture Your Custom Molds
Learn how Kemal manages the whole manufacturing process of mold and completes your order on budget and on time, batch after batch.
How to Work With Us
At Kemal, every injection mold is built under ISO 9001 standards with CNC tolerances as tight as ±0.01 mm and strict trial-run verification, ensuring durability and production stability for mass manufacturing.

Material Preparation
Select high-strength steel or other materials based on design requirements, and perform necessary pre-treatments (e.g., quenching, annealing, or tempering) to enhance durability and machinability.

Mold Part Machining
We utilize advanced equipment for machining mold components, including CNC machining to ensure precision for complex parts, electrical discharge machining (EDM) for creating intricate cavities and high-precision mold components, and wire cutting to achieve precise cuts and detailed finishes.

Heat Treatment
Perform heat treatment to improve the hardness, strength, and wear resistance of mold parts, ensuring robustness for high-strength production.

Surface Treatment
Apply surface treatments such as polishing, plating, or nitriding to enhance surface smoothness and durability, ensuring stable performance during production.

Mold Assembly
Assemble machined components into a complete mold, ensuring all parts fit seamlessly and comply with design specifications.

Testing and Trial Runs
After initial assembly, conduct multiple rounds of testing and trial production to evaluate the mold's performance. Make necessary optimizations to ensure it meets actual production needs.

Packaging and Delivery
After inspection, apply rust prevention measures, package the mold securely, and deliver it to the client.

After-Sales Support
Provide comprehensive after-sales services, including usage guidance, regular maintenance recommendations, and prompt repair services to ensure the mold operates efficiently during production.
Your One-Stop Shop for In-House Mold Making and Injection Molding
At Kemal, we have complete in-house mold making & injection molding capabilities. All the manufacturing processes are carried out in our own factory in China, allowing us to maintain full control over quality and production schedules.
Kemal EDM Center Tour
Our facility is equipped with wire-cut, sinker, and hole-drilling EDM machines capable of machining hardened tool steel up to HRC 60+.
Each process is controlled under ±0.002 mm precision and constant temperature, ensuring perfect cavity geometry and fine surface finishes.
Watch the video to learn more!
Why Choose Kemal for Your Injection Mold Making Needs?
Strong Production Capacity and Equipment Support
Our factory is equipped with 80+ mold manufacturing machines and 75 injection molding machines. We produce nearly 10 million products each month, with the capability to handle large-scale production orders while ensuring on-time delivery to meet long-term supply demands.
Authoritative Certifications for Quality and Compliance
We are certified with ISO 9001 (Quality Management), ISO 14001 (Environmental Management), and ISO 13485 (Medical Device Quality Management). We are also in the process of applying for IATF 16949 (Automotive Quality Management System) to ensure compliance with the highest industry standards.
On-Time Delivery, Reliable and Trustworthy
Whether you need 1 unit or 100 units, we can meet your custom requirements. We not only support small batch production but also have the flexibility to scale production based on your needs, ensuring that every order is delivered on time.
25+ Years of Experience and a Professional Team
Our factory is equipped with 80+ mold manufacturing machines and 75 injection molding machines. We produce nearly 10 million products each month, with the capability to handle large-scale production orders while ensuring on-time delivery to meet long-term supply demands.
After-Sales Service and Technical Support
We are certified with ISO 9001 (Quality Management), ISO 14001 (Environmental Management), and ISO 13485 (Medical Device Quality Management). We are also in the process of applying for IATF 16949 (Automotive Quality Management System) to ensure compliance with the highest industry standards.
Mold Manufacturing Materials
We have access to over 50+ metals and plastics to use for any manufacturing process.

Aluminum
One of the most common metals used in machining. It is highly malleable, which makes it a great machining choice. It has a high thermal conductivity, making it suitable for manufacturing parts to be used in high-heat applications. It also has various types used in multiple applications.
It is for prototype mold.

P20 (P20H)
Renowned for its lightness and strength. It also has high corrosion resistance, so longevity is assured. Its excellent strength-to-weight ratio makes it a great choice for high-strength applications. It also has a low thermal expansion coefficient, making it less susceptible to expansion due to heat.

2344 (H13)
Also known as low-carbon steel. Has good malleability and high tensile strength—also a very cost-effective choice for suitable applications.
Hot work mold steel material.

2083 (420SS)
Quite visually appealing due to its beautiful aesthetics. It is also very durable and corrosion resistant, making it an excellent choice for many plastic molding manufacturing applications.
It is stainless steel.
Class of Injection Mold
Kemal is known for designing and manufacturing custom injection molds with top-grade materials. Our molding processes provide exceptional repeatability while ensuring rapid turnaround and affordability. We manufacture every plastic injection mold with precision to meet international standards. Whether it’s one-off projects, small batches, or production tooling, we do not compromise on the quality and reliability of mold tools.
| Mold Class | Purpose | Shot Life | Tolerance | Cost | Lead Time |
|---|---|---|---|---|---|
|
Class 105 |
Prototype Testing |
Under 5.000 ~10.000 shots
|
± 0.02mm |
$ |
10-15 days |
|
Class 104 |
Low-volume Production |
Under 100.000 shots |
± 0.02mm |
$$$ |
15-25 days |
|
Class 103 |
Low-volume Production |
Under 500.000 shots |
± 0.02mm |
$$$$ |
21-30 days |
|
Class 102 |
Medium-volume Production |
Medium to high production |
± 0.02mm |
$$$$$ |
25-40 days |
|
Class 101 |
High-volume Production |
Over 1,000,000 shots |
± 0.02mm |
$$$$$$ |
25-45 days |
Types of Injection Molds We Manufacture
Choosing the right injection mold for your project is crucial, as different mold types will directly impact production efficiency, product quality, and cost. Based on your needs and production scale, there are various types of injection molds available.

Single-Cavity Molds
A single-cavity mold is a type of injection molding mold with a simple structure, producing only one part per injection cycle. While the production efficiency of this mold is lower, it generally has a lower cost, making it suitable for initial development, prototyping, or small-scale production.

Multi-Cavity Molds
In a multi-cavity mold, each cavity can be used to inject molten plastic, allowing multiple identical plastic parts to be produced in a single injection cycle. This mold design enables the production of more parts in the same amount of time, reduces the cost per product, and increases production efficiency, making it especially suitable for large-scale production.

Two-Shot Molds
A two-shot mold is a mold design used for the two-shot molding process. This molding technique allows two different materials to be injected into the same mold within a single production cycle, forming a single multi-material part. Common applications include dashboards, car door interiors, and mobile phone housings.

Insert Molds
An insert mold is a mold design used for injection molding. This mold allows pre-made “inserts” to be placed into the mold, and then molten plastic is injected to form the final part. This molding process is suitable for producing composite parts made of metal and plastic.

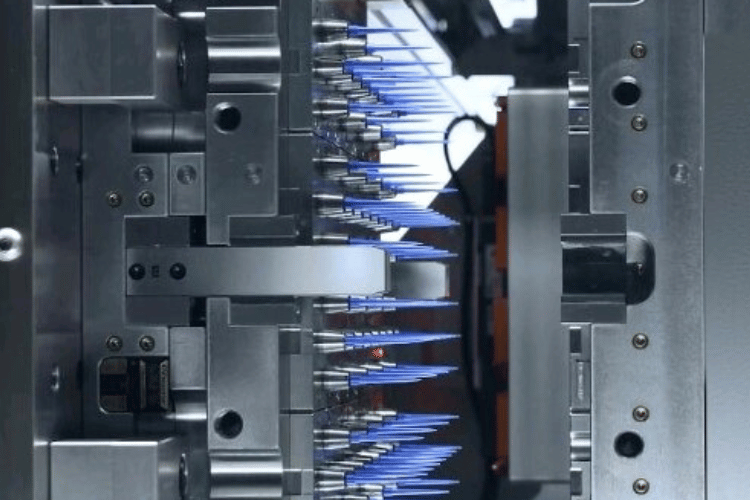
Hot Runner Molds
Hot runner mold is suitable for mass production and the manufacturing of high-precision parts. This mold uses a hot runner system to deliver molten plastic into the mold cavities. The mold design and manufacturing are relatively complex and typically require a higher initial investment, but they significantly improve production efficiency, reduce waste, and enhance product quality.

Cold Runner Molds
Cold runner molds use a cold runner system to inject molten plastic into the mold cavities. As the plastic flows through the runner, it cools and solidifies, creating waste. While these molds are cost-effective to design and manufacture, they generate waste, have lower efficiency, and may affect part quality. While, with proper design and maintenance, they can operate efficiently and produce quality parts.
How We Save Your Injection Mold Cost?
We are committed to helping you achieve the most cost-effective custom mold making solutions through precise design, optimized manufacturing processes, and efficient resource allocation, ensuring that every investment delivers maximum return.
For a detailed breakdown of mold cost factors and pricing insights, visit our China Injection Mold Pricing guide.
Faster Parts Through Rapid Injection Molding
Know Kemal-Made Facts
Kemal delivers high-quality precision machining with an incredible range of manufacturing capabilities. From prototyping to mass production, we help manufacture products with complex geometries and high aesthetic demands. Our skilled experts and advanced technologies allow us to deliver an extensive range of on-demand manufacturing services.

High Speed CNC Machines

Precision Wire-EDM

CNC machining Workshop

EDM Mold Manufacturing

Precision Grinding

Automatic CNC Machining

Double Head EDM

Quality Control Department



FAQ's
Injection Molding Tooling: How It Works?
Injection molds are essential tools in the plastic injection molding process. They work by injecting molten plastic into the mold cavity, which cools and solidifies to form the desired plastic part. Injection molds are typically made from metals such as steel or aluminum, offering high precision and durability, and are capable of producing complex shapes and high-precision plastic components.
The Working Process of Injection Molds:
- Preparation of Plastic Material:
- Before the mold is used, the plastic material is usually in pellet or powder form and needs to be melted by heating. Common plastic materials include polypropylene (PP), polyethylene (PE), polycarbonate (PC), and nylon (PA).
- Injection of Plastic into the Mold:
- The molten plastic is pushed into the mold through the injection system of the injection machine. Molds are generally made of two main parts: the cavity (the outer shape) and the core (the inner shape).
- When the injection machine is running, plastic is injected into the mold cavity and fills the mold through the gate system.
- Cooling and Solidification:
- The plastic inside the mold cools and solidifies, taking on the desired shape. The cooling system, typically composed of cooling channels, controls the temperature of the mold to ensure uniform cooling of the plastic material, avoiding distortion of the final product.
- Mold Release (Ejection):
- After the plastic part cools, the two halves of the mold (the cavity and core) are separated, and the molded plastic part is ejected from the mold. If the mold design is correct, the part can be easily released without damaging the piece, completing the injection molding process.
- Post-Processing and Inspection:
- After the part is removed from the mold, some post-processing steps may be needed, such as removing the gate or trimming excess material. The product also undergoes a quality inspection to ensure that it meets the design specifications.
If you would like to learn more about injection molds, including design principles, common questions, and tips for selecting the right mold, we offer a comprehensive guide article.
Click here to read the complete guide to injection molds
Can I Customize Injection Molds for Small-Batch Production?
Of course! At Kemal, we offer NO MOQ services. We can manufacture custom injection molds for your small-batch plastic molding production based on your specific requirements. If you have any small-batch injection mold needs, feel free to contact us, and we will provide the most suitable solution for you.
What is the Typical Production Cycle for Injection Molds?
At Kemal, the typical production cycle for injection molds ranges from 4 to 8 weeks. The exact time depends on the complexity of the mold, material selection, and specific customer requirements. If you have urgent orders, feel free to communicate with us, and we will do our best to provide expedited services.
What is the Lifespan of an Injection Mold?
The lifespan of injection molds depends on factors such as usage frequency, materials, and maintenance. Generally, the lifespan of a standard injection mold can reach 500,000 to 1,000,000 production cycles. With proper maintenance and usage, the mold’s lifespan can be significantly extended.
What is the Price of Plastic Injection Molds?
The price of plastic injection molds depends on several factors, including the complexity of the mold, the materials selected, and the production volume. The price range typically varies from a few thousand dollars to several hundred thousand dollars. Please contact us and provide your detailed requirements, and we will offer an accurate quote.
If you’d like to learn more about the specifics of mold pricing, you can check out our injection mold pricing guide, where we discuss in detail the factors that influence prices along with real-world case studies.
What Are the Common Materials Used for Plastic Injection Molds?
The commonly used materials for plastic injection molds include the following:
Steel
Steel is one of the most commonly used materials in injection molds, especially for molds designed for long-term use. There are several types of steel, depending on the composition:
- P20 Steel: Commonly used for molds with medium production volumes, offering good wear resistance and machinability.
- H13 Steel: Excellent high-temperature performance, suitable for high-temperature injection molding and molds with higher requirements.
- S7 Steel: Has high impact toughness, commonly used for molds that need to withstand high-impact forces.
- 1.2344 Steel: Typically used for producing high-precision and highly wear-resistant molds.
Aluminum
Aluminum molds are typically used for small batch production and prototype molds due to their light weight and good thermal conductivity, which can improve production efficiency. Aluminum molds are faster to process but less durable than steel molds, making them suitable for applications with fewer production cycles.
Copper
Copper is used in some specialized applications, particularly in molds that require high thermal conductivity. Copper molds can speed up cooling times, enhancing production efficiency.
Alloys
Alloy materials such as aluminum alloys and copper alloys offer good corrosion resistance and strength, making them suitable for molds with specific requirements.
Surface-treated Materials
High-precision molds may use materials with special surface treatments, such as chrome-plated steel or surface coatings, to enhance their wear resistance and lifespan.
Each material has its specific application scenarios, and the choice depends on factors such as product complexity, production volume, and the mold’s usage requirements.
If you need more detailed information on mold materials or assistance in selecting the most suitable material, feel free to contact us to get our expert guides! Also, you can refer to our article on how to choose the right material for your injection molds for expert insights.
How to Address Injection Mold Issues During Production?
At Kemal, if unfortunate issues arise during the production process, our professional team quickly analyzes the root cause, whether it be related to mold design, processing problems, or adjustments in the production process. Our factory has 25 years of experience in mold manufacturing and injection molding, supported by a team of 36 senior engineers, ensuring effective solutions are implemented in the shortest time possible.
Additionally, we offer comprehensive after-sales service. Every year, our technical team visits client sites to ensure that any production issues are promptly addressed. Our after-sales team works efficiently and professionally, assisting clients in solving any mold and production-related problems, ensuring that your production schedules remain unaffected.
To help you better understand potential challenges, we’ve also prepared a guide on common plastic injection molding defects and how to address them effectively.
How to Perform Mold Maintenance?
Mold maintenance is essential to ensure the long-lasting use and optimal performance of molds. Regular maintenance helps to avoid failures, reduce downtime, and ensure stable product quality. Here are the methods for performing mold maintenance:
Cleaning the Mold:
After each production cycle, clean the mold to remove plastic residues, dust, and other impurities. Use soft brushes and cleaning agents suitable for the mold material to avoid damaging the mold.
Inspecting the Mold:
Regularly check for signs of wear, cracks, or other damage. Focus on areas like the mold cavity, core, cooling channels, ejector pins, and slides.
Pay attention to any signs of rust or corrosion, especially in the cooling channel area.
Lubrication:
Lubricate moving parts such as slides, ejector pins, and cams to prevent wear and ensure smooth movement of components. Use lubricants recommended by the mold manufacturer to avoid mold damage caused by improper lubricants.
Cooling System Maintenance:
Regularly check and clean the cooling system to prevent blockages and ensure proper temperature control. Clogged or dirty cooling channels can lead to uneven cooling and mold defects.
Ensure the flow of cooling water or cooling fluid is normal.
Ejection System Maintenance:
Check the smooth operation of ejector pins and the ejection system. Misaligned or worn ejector pins can affect mold performance and may cause defects in molded parts.
Surface Protection:
Apply protective coatings to the mold surface to prevent rust and corrosion, especially when the mold is exposed to moisture or corrosive materials.
Storage and Handling:
When not in use, store molds in a dry, clean environment to prevent exposure to moisture and contaminants that may cause corrosion and degradation.
Handle molds carefully during transportation to avoid mechanical damage.
For mold manufacturing companies like Kemal, our professional engineering team provides expert mold maintenance support. Our team visits customer facilities annually for on-site after-sales service, ensuring that molds operate smoothly during the customer’s production process. If any issues arise, our engineers will be on-site to resolve them, ensuring that production is not disrupted.
Testing and Packaging
Kemal is equipped a ISO8 cleanroom for medical device injection molding.

Clean Room Injection Molding

Packaging


